Soluzioni CADCAM avanzate per l’Industria Manifatturiera
La lavorazione a 5 assi è tradizionalmente considerata come la tecnologia avanzata che meglio si adatta all’industria aerospaziale ed all’automotive. La lavorazione a 5 assi, offre molti vantaggi che sono stati applicati anche al settore dello stampaggio. VISI Machining 5 assi fornisce all’operatore una soluzione produttiva per creare percorsi utensile molto efficaci con controllo avanzato delle collisioni per i più complessi modelli.
Caratteristiche principali:
- Estesa gamma di interfacce CAD
- Conversione percorsi utensili da 3D a 5 assi
- Sgrossatura / finitura continua 5 assi
- Lavorazioni posizionate 3 + 2
- Opzioni multiple per il controllo dell’inclinazione utensile
- Protezione completa contro le collisioni pezzo
- Movimenti percorso utensile ottimizzati
- Simulazione Cinematica
- Post processor personalizzabile
- Report di uscita in formato HTML & XLS
Estesa gamma di interfacce CAD
VISI può importare file Parasolid, IGES, CATIA v4 & v5, Pro-E, UG, STEP, Solid Works, Solid Edge, ACIS, DXF, DWG, STL e VDA. L’estesa gamma di traduttori garantisce al progettista compatibilità con tutti i fornitori. Per la programmazione 5 assi, è spesso necessario integrare della geometria di supporto, di conseguenza le aziende anche in presenza di progetti complessi beneficeranno della semplicità d’uso del sistema CAD integrato, a sostegno della manipolazione e preparazione dei modelli matematici dei loro clienti.
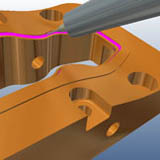
Cavità profonde / lavorazione di matrici
Molti stampi complessi contengono cavità profonde e raccordi di piccolo raggio che devono essere fresati con utensili di diametro piccolo. Normalmente, la lavorazione 3 assi (angolo utensile fisso) implica l’uso di estensioni e di utensili molto lunghi, accentuando la deflessione con conseguente scarsa qualità di finitura superficiale. Considerando un approccio con angolo diverso (non solo verticale), la combinazione utensile + estensione può essere accorciata: la dovuta inclinazione viene calcolata dal sistema in conseguenza agli ingombri dell’utensile+portautensile, nell’ambito del controllo collisione rispetto al pezzo. L’uso di utensile più corti determina una maggiore rigidità, una minore deflessione con conseguente abbattimento delle vibrazioni. Come risultato, si otterranno una sezione di truciolo costante, ed una maggiore velocità di taglio. Questi due fattori concorrono ad incrementare la vita dell’utensile ed a produrre un’alta qualità di finitura. In zone poco profonde, si possono utilizzare frese toriche con piccolo angolo di ritardo. Questo consente di diminuire il numero di passate necessarie, a fronte di una maggiore qualità di finitura.
Conversione da 3D a 5 assi
Tutti i percorsi 3D possono essere convertiti in operazioni 5 assi aumentando considerevolmente il numero di strategie disponibili così da poter coprire qualsiasi scenario. Con questo approccio la tecnologia dell’alta velocità si riversa anche ai percorsi utensile 5 assi. La conversione 3D > 5 assi fornisce un rilevamento intelligente delle collisioni e inclina l’utensile rispetto al pezzo solo quando richiesto. Questo tipo di percorso utensile, semi-automatico, incrementa molto la programmazione e riduce la curva di apprendimento.
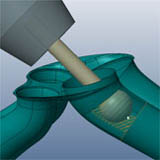
Lavorazione delle turbine
La lavorazione delle turbine è normalmente eseguita usando 4 assi. Le turbine vengono sgrossate usando vari metodi che vedono nella sgrossatura a tuffo una valida soluzione, anche se la fresatura lungo una curva/e guida risulta spesso la più comune. La fresatura con curva guida permette di mantenere elevati volumi di truciolo per minuto, un’ impegno regolare dell’utensile, un asportazione omogenea, di conseguenza il carico per il mandrino e per tutti i 5 assi in movimento risulterà ben bilanciato, riducendo i termini per il sistema di fissaggio. La finitura, parte importante del processo, richiede un percorso utensile a spirale continuo, per ottenere una buona qualità di queste complesse parti. A tale scopo, si dovrebbe sempre raggiungere un livello uniforme e regolare di materiale residuo (se necessario, anche attraverso di operazioni multiple di semi finitura). Particolare cura è necessaria nella definizione della finitura: scegliendo tra gli utensili più grandi permessi, il sistema compenserà gli assi attraverso una procedura di offset l’ingombro dell’ utensile, mantenendo un ampia zona di contatto tra tagliente e pezzo, abbassando così le creste tra le varie passate, con grande vantaggio per il grado di rugosità e di finitura finale.
Lavorazione delle pale/palette
VISI fornisce tutti gli strumenti necessari per una eccellente lavorazione 5 assi delle pale. Alta qualità della superficie, spazio limitato e movimento angolare dell’asse di rotazione fanno sì che questa lavorazione sia una delle più complesse. VISI crea ogni percorso utensile con una distribuzione regolare di coordinate. Inviando un codice CNC efficiente ed omogeneo alla macchina utensile, ridurrà le vibrazioni superflue, con grossi vantaggi nella gestioni dei punti critici di queste geometrie, determinati dalla presenza di pareti sottili. Nell’ambito della finitura superficiale, la funzione di ammorbidimento assi (smoothing), elimina ogni segno e traccia, che potrebbero invalidare la finitura stessa (condizione critica per questo tipo di produzione).
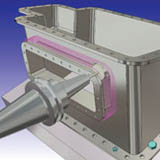
Lavorazione posizionale
La lavorazione posizionale (3+2) permette percorsi utensile sia 2D che 3D usati ad un angolo fisso. Il beneficio che si ottiene è la riduzione di multipli azzeramenti. L’abilità di orientare automaticamente la testa in una posizione corretta, riduce in modo significativo il tempo di lavorazione e la complessità per attrezzature multiple. In maniera simile al 5 assi continuo, la lavorazione posizionale, permette anche la lavorazione in sottosquadra e permette l’uso di utensili più corti per avere maggiore rigidità e migliore qualità di finitura.
Proiezione
La proiezione 5 assi è una applicazione tipicamente usata nell’ambito dell’automotive e nella termo-formatura, per incisioni e rifilature. Per questo tipo di lavorazione, la posizione dell’utensile è calcolata normale alla direzione di faccia, seguendo una curva guida. Per un ulteriore controllo, sull’area di lavoro, si possono utilizzare delle curve di sincronizzazione. In questo ambito, i cambiamenti potenziali di direzione sono molto frequenti quando si effettua questa lavorazione, gli strumenti di rilevamento delle collisioni e simulazione del percorso utensile, si rivelano come strumenti di ineguagliabile utilità.
Controllo delle collisioni
Il più piccolo movimento dell’utensile può tradursi in ampi movimenti di tutti 5 gli assi della macchina ,ed ogni movimento viene amplificato dalla presenza dell’utensile, dal porta utensile e dal mandrino. Nel caso di collisioni, VISI fornisce diversi metodi per evitarle applicando movimenti fluidi agli assi. Le strategie per evitare le collisioni prevedono di ritrarre l’utensile lungo il suo asse, lungo la normale, di applicare un ulteriore inclinazione a fronte delle collisioni del portautensili e di allontanare l’utensile dal pezzo, seguendo una direzione data. In aggiunta, la rotazione dell’asse può essere ristretta a limiti definiti dall’utente, evitando così i fine corsa della macchina.
Postprocessor e Report
E’ disponibile una libreria estesa di postprocessor per la maggior parte delle macchine utensili presenti nel mercato. In più, tutti i postprocessor sono completamente configurabili per adattarsi a richieste individuali. Richiamo di cicli fissi per le operazioni di foratura, maschiatura e barenatura, sottoprogrammi, compensazioni utensile, gestione 3+2, formulano un codice ISO 5 assi completo per l’uso in officina. Nessun limite anche per configurazioni su misura per macchine utensili complesse e particolari. I Report del layout delle operazioni, vengono generati automaticamente, attraverso moduli configurabili, dove possono essere riportate informazioni a riguardo della posizione azzeramento, delle operazioni, dei tempi ciclo, lunghezza di taglio, eccetera. Il contenuto e l’impaginazione del modulo può essere adattato alle esigenze di ogni utente e ad ogni protocollo aziendale, e l’output può essere in formato HTML e XLS.
Simulazione cinematica
Con la simulazione cinematica si può verificare il percorso utensile usando le dimensioni ed i limiti della macchina reale. La simulazione cinematica include la visualizzazione dei movimenti di tutti gli assi lineari e degli assi di rotazione. Utensili, mandrini, maschere, attrezzi macchina, possono controllati durante il processo di simulazione. Eventuali collisione sul percorso contro il grezzo, l’utensile o altre parti della macchina utensile saranno evidenziate graficamente. Una sostanziale lista di macchine verificate, per la simulazione cinematica è già disponibile. In ogni modo, il personale di supporto tecnico del gruppo VERO, è disponibili a prestare il proprio aiuto nella costruzione di qualsiasi nuova macchina.